 Fraunhofer Institute for Mechanics of Materials IWM
Fraunhofer Institute for Mechanics of Materials IWMDie filling: homogenising the bulk density
Introduction
Dry pressing and subsequent sintering in order to shape metallic or ceramic powders is characterized by its high dimensional accuracy. This is why further processing is often unnecessary. The method is therefore frequently used in the mass production of geometrically complex components. Furthermore, it is economic for the processing of materials with a very high melting point and also provides an option for creating composites from components that are difficult to mix.
A die is defined as the negative image of the component that is to be formed. A so-called feeding shoe is used to fill the die with a powder made from the chosen material. At the start of the process chain the powder is fed from the feeder box through a hose to the shoe. This passes over the die one or more times and discharges the batch of powder as required. The compaction process produces a so-called green compact, a powder compound with a brittle consistency. The green compact is ejected from the die and sintered in a furnace. Thermal activation below the melting point leads to the formation and growth of sintering necks between neighboring grains, and with optimum sintering conditions to a very dense microstructure. The finished component can then also withstand high mechanical actions.
The task
The homogeneous filling of the die prior to compaction is an important prerequisite for maintaining the dimensional accuracy because spatial density variations during compaction can lead to undesirable distortion during the subsequent sintering. Without taking special precautions, inhomogeneous filling is typical for moulds with high aspect ratios, which have, for example, very shallow or deep areas. The kinematics of the shoe movement is therefore one way of optimizing the potential with respect to a homogeneous density distribution.
The aim is to understand the filling process better with the help of simulation, and to optimize it, thus overcoming the need for expensive trial-and-error studies. It is possible to describe the entire process chain through the numerical modeling of the filling process in conjunction with established pressing and sintering simulations.
Results
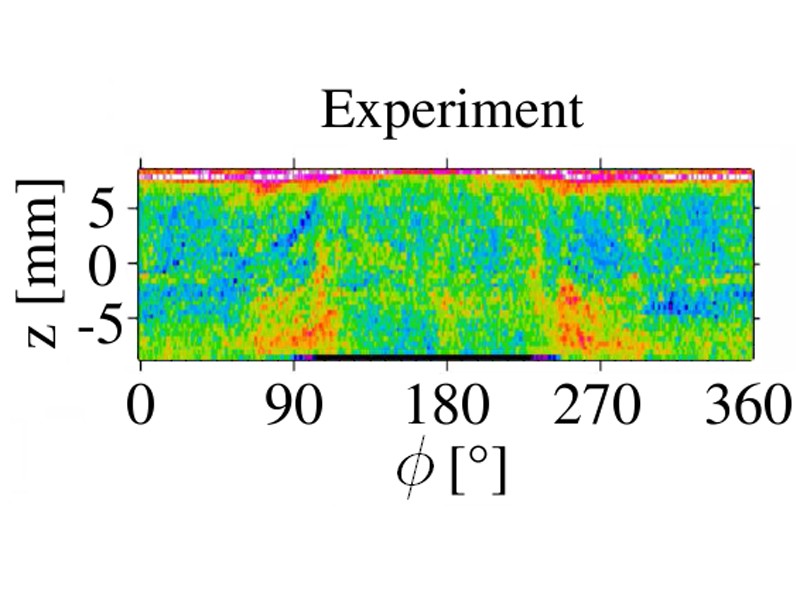
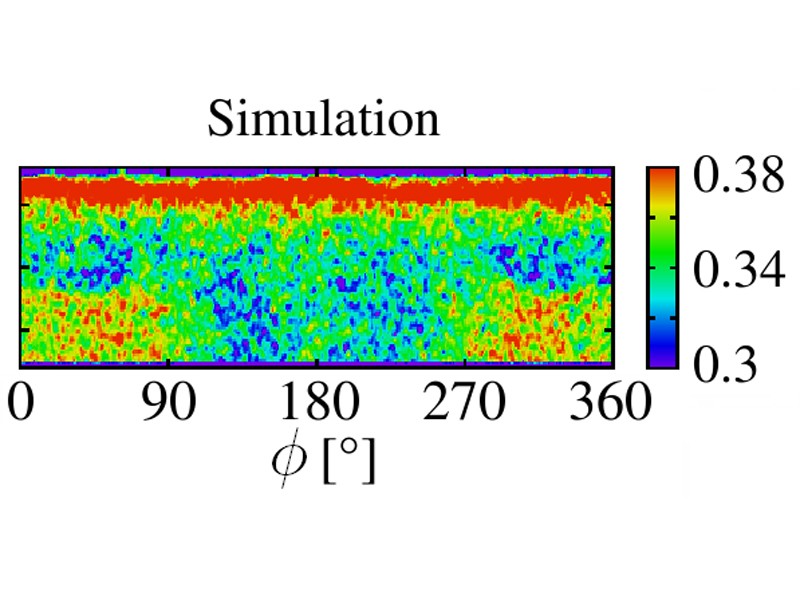
Density distribution after filling of a thin walled hollow cylinder.
A typical optimization loop for an industrial filling process could take the following form: Firstly, the powder model is adapted to the real material as described above. The geometry of the die and the feeding shoe and the current process kinematics are emulated in detail in the simulation. The evaluation of the density development upon filling, or rather the density distribution after filling, then provide a clue as to the cause of critical inhomogeneities. Obtaining this data experimentally would be almost impossible. Based on empirical data, various optimization approaches can then be analyzed in the simulation. The scope of variation options here extends from shoe speed to shoe form, die orientation and the application of vibrations to shoe and die.
The figure shows a comparison between density distributions after filling a ring-type die determined from experiments [1] and by simulation [Bie09a]. All the striking details in the experimental distribution are also found in the simulation. Indeed, varying the process parameters in the computer often enables a more homogeneous density distribution to be achieved [Bie09b]. For ring-type dies, for instance, the application of rotary oscillations represents a reasonable measure [Bie09c].
[1] S. F. Burch et al., Modeling of Powder Die Compaction, Chap. 9, Springer, 2007